 Новости
Новости
- В Ревде открылся новый производственный цех завода «Точка опоры»© www.revda-info.ruНовый просторный производственный цех площадью 2 800 квадратных метров оснащен современным высокотехнологичным оборудованием. Здесь будут изготавливать опоры освещения, закладные детали фундамента, кронштейны, молниеприемники. Кроме того, в цехе будут оказывать различные услуги по сварке, гибке, обработке и покраске металлических деталей и изделий. &c...
- Как изменился Нижний Новгород за 20 лет?00:00-00:45 Таблетка для памяти00:45-02:09 Набережные, улицы, мосты02:09-02:45 Детские площадки, детсады, школы02:45-05:54 Площади, парки, скверы, Кремль05:54-07:35
- В России производство шоколада выросло на 8,9 процента© ria.ruОтечественные предприятия в январе-феврале 2024 года выпустили 161,7 тысячи тонн шоколада и содержащих какао пищевых продуктов, что на 8,9% больше, чем за аналогичный период 2023 года.В январе и феврале текущего года отечественные предприятия выпустили 161,7 тысячи тонн шоколада и содержащих какао пищевых продуктов в упакованном виде, что на 8,9% больше, чем за аналогичный период 2023 годаУточняется, что в целом производство кондитерских изделий в начале года увеличилось на 9,2%, […]
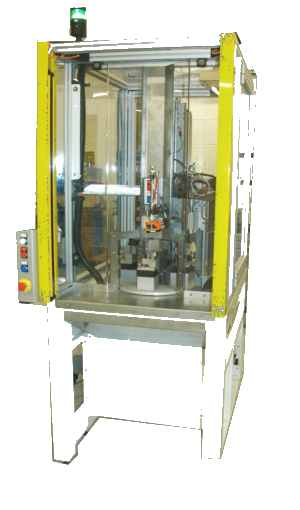
Автоматизированная станция измерения геометрических параметров внутренней резьбы

 Принцип измерения:
Принцип измерения:
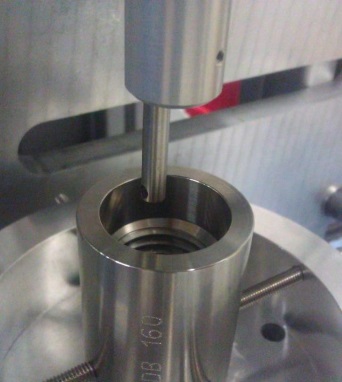
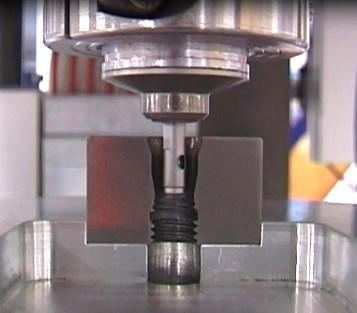
Измеряемая деталь помещается на приемный горизонтальный стол посредством 3-осевого декартового робота и центрируется с помощью специального крепления, адаптируемого к различным диаметрам труб (муфт).
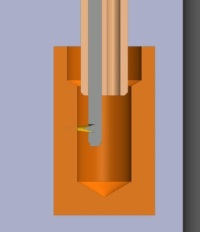
Контроль (измерение) резьбы обеспечивается конфокальным сенсором (датчиком), который в автоматическом режиме перемещается по вертикали в требуемое сечение.
Измерение осуществляется методом сканирования 4-х или 8-ми сечений. Датчик идёт вдоль сечения, осуществляя вращение на 0,5° и затем выходит.
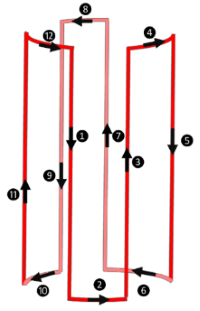
Результаты измерения данного участка резьбы по осям X, Y, Z оцифровываются и протоколируются как и другие вспомогательные данные (время записи, отражательная способность и т.д.)

Характеристики системы:
Внутренний диаметр измеряемой детали от 61,9 мм до 89 мм,
время цикла 19 сек.
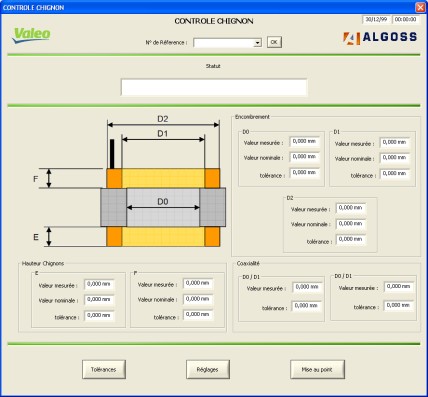
Ожидаемые параметры измерения резьбы:
- высота (в мм) и угол (в градусах) первой законченной резьбы;
- высота (в мм) и угол (в градусах) последней законченной резьбы;
- общая высота резьбы (в мм);
- высота (в мм) и угол (в градусах) последней незавершённой резьбы;
- глубина резьбы вдоль осей (в мм;
- ;диаметр на самой высокой точке резьбы;
- диаметр на самой низкой точке резьбы;
- диаметр на боковой части резьбы;
- радиус на самой высокой точке резьбы;
- угол резьбы;
- радиус резьбы в самой нижней точке;
- шаг резьбы.
Ожидаемые результаты:
- Автоматическая сортировка качественных и бракованных деталей.
- При наличии бракованной детали:
- на дисплее подаётся визуальный сигнал тревоге оператору;
- подаётся сигнал декартовому роботу с целью его перемещения в положение захвата бракованной детали и её погрузки в специально предназначенную для этого ёмкость;
- производится соответствующая запись в системе.
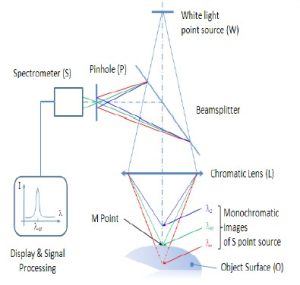
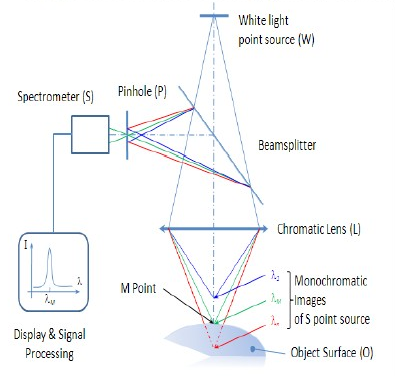
Конфокальный хроматический датчик белого света
Программное обеспечение
В процессе измерения осуществляется:
- получение результатов измерений от датчиков;
- обработка сигналов и данных;
- калибровка датчиков и измерительной системы (заключается в анализе цифрового изображения в виде плотного участка точек);
- расчёт характеристик (размеры, расположение, наличие поверхностных дефектов).

