Производство термоупрочненных периодических арматурных профилей
Комплекс оборудования для производства на прокатном стане термоупрочненных периодических арматурных профилей №№ 12 – 40.
Технические характеристики комплекса
| Блок термоупрочнения | 1 |
| Диаметр обрабатываемых профилей | 12 – 40 мм |
| Общая длина блока термоупрочнения | Около 20 м |
| Секция водяного охлаждения | 3 шт |
| Общая длина каждой секции | Около 6 м |
| Давление воды, подаваемой на блок термоупрочнения | 13 бар |
| Расход воды для системы охлаждения | До 500 м3/час |
| Давление воздуха, подаваемого на блок термоупрочнения | 5 бар |
| Расход сжатого воздуха | 100 Нм3/час |
| Количество ручьев | 1 шт |
С целью безотказного функционирования системы в течение назначенного срока эксплуатации показатели качества воды и воздуха, подаваемых на блок термоупрочнения, должны быть следующими:
Параметры воды:
- Давление — 13 атм
- Расход — до 500 куб.м/час
- Температура воды — до +35 градусов С
Параметры воздуха:
- Давление в цеховой сети – 5 бар
- Температура +8°С ÷+28°С
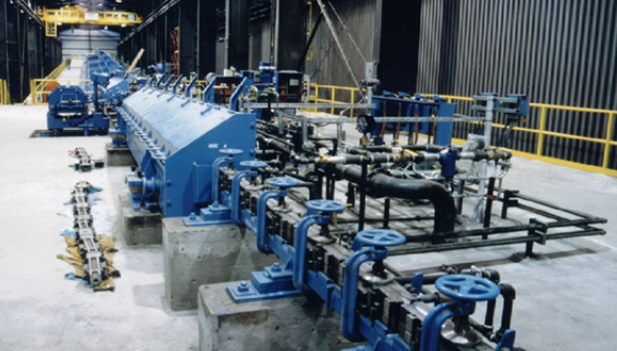
Описание комплекса
Блок термоупрочнения размещается непосредственно за чистовой клетью стана и представляет собой трассу, состоящую из нескольких секций водяного охлаждения, имеющих индивидуальное водоснабжение и приборы контроля и регулирования давления и расхода воды. Система автоматики блока термоупрочнения позволяет устанавливать необходимые значения скоростей прохождения профиля через секции охлаждения, синхронизируя их со скоростями прокатки в выпускающей клети.
Секция охлаждения – корпус секции представляет собой сварную металлоконструкцию. Внутри каждой секции охлаждения располагаются: заключенные в трубчатый корпус форсунки для воды, водяные отсечные элементы, воздушные осушители и обводные трубы.
Охлаждающие насадки — форсунки предназначены для подачи воды под высоким давлением для охлаждения поверхности арматурного профиля.
Отсечные элементы расположены на выходе из секции охлаждения непосредственно за последней охлаждающей насадкой. Их целью является предотвращение разбрызгивания воды из охлаждающих насадок за пределы секции, а также ее сброс в цеховой оборотный цикл.
Осушители расположены за последним отсекателем. Их цель – удалить остатки воды с поверхности профиля, прежде, чем он выйдет за пределы секции водяного охлаждения.
Обводные трубы расположены внутри секции водяного охлаждения. Их цель — замещать охладительные насадки, когда они не требуются по технологии производства. Обводные трубы могут быть установлены стационарно, Для этого обводные трубы могут сдвигаться в поперечном направлении с управлением от гидропривода.
Принцип действия
Арматура, проходя через трубчатые элементы, охлаждается водой под давлением. Внутри секции охлаждения равномерно поддерживается определенный интервал температур для быстрого образования мартенсита на поверхности профиля. Обеспечение однородности свойств упрочненного проката достигается за счет плавного изменения длительности принудительного охлаждения до температуры самоотпуска. Сначала осуществляется процесс по заданной программе раздельного охлаждения профиля в автономных потоках охладителя, затем процесс термоупрочнения будет протекать за счет тепла сердцевины профиля в общем потоке на реечном холодильнике.
Разброс значений предела текучести по всей длине профиля составляет 50 Н/мм2.
На входе и выходе из блока термоупрочнения с целью контроля температуры арматурных профилей установлены охлаждаемые пирометры, исходя из показаний которых, оператор регулирует расход охлаждающей воды, изменяя интенсивность и длительность ускоренного охлаждения в зависимости от требуемого комплекса свойств арматурных профилей .
На выходе проката из блока термоупрочнения для транспортировки проката на последующие участки установлена вытяжная роликовая система с электроприводом.
Такая же система установлена на входе в приемную часть холодильника для торможения или остановки арматуры.
Система QTS- термоупрочнения устроена таким образом, что под разный сортамент арматурных профилей необходимо производить полную замену всех элементов, размещенных на общей раме внутри секции водяного охлаждения. Для этого весь комплект на общей раме удаляется из секции охлаждения при помощи подъемного крана и вместо него устанавливается новый комплект. Такая система обеспечивает быструю смену охлаждающих элементов, а также соосное расположение при установке. Каждый элемент снабжен клапаном открытия/закрытия.
Состав оборудования
- Блок термоупрочнения, состоящий из трех секций водяного охлаждения в полной комплектации (форсунки, отсекатели, осушители, клапана и пр.) с обводными проводками для покрытия диапазона профилей диаметром от 12 до 40 мм.
- Вытяжная роликовая система с электроприводом на выходе из блока термоупрочнения для дальнейшей транспортировки проката .
- Тормозная роликовая система для принудительного торможения термоупрочненной арматуры на приемной части холодильника.
- Шкаф электроавтоматики с основными комплектующими компонентами.
- Элементы системы управления: пирометры, датчики, переключатели, манометры, расходомеры, клапана, автоматика.
- Анкерные болты , гайки, прокладки и клинья для установки оборудования
- Запасные части для проведения шеф-монтажных и пуско-наладочных работ
- Полный комплект документации на русском и английском я зыках
- Полный комплект чертежей в файлах DWG, электрические, гидравлические и пневматические схемы.
- Чертежи фундамента и расчеты нагрузок.
- Насосная станция поставляется при необходимости

